アサリとは鋸刃の刃先を左右に押し広げた状態を言います。図1
アサリの付け方には何パターンかありますが、当方のアサリは一刃交代で左右に振り分けて付けております。
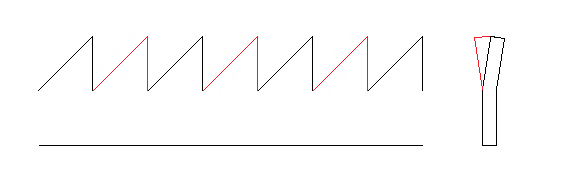 図1
図1これにより
・鋸刃の側面が被削物に直接擦れる事を防ぎ、
金切音の低減、摩擦熱の発生による焼き付きを低減させる。
・隙間から屑が排出され目詰まりを低減させる。
と言った切削能力の向上がなされます。
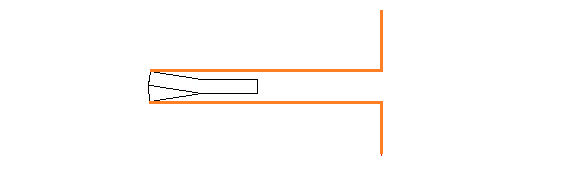 図2
図2・切削幅が広くなる。
・刃先を押し広げているため、刃先が被削物の側面に当たり切削面が荒れる。
と言った事があげられます。
返り刃とは鋸刃の、刃の向きが一部逆向きに付けられている物を言います。図3
返り刃の役割は切削加工で必ず発生するバリを低減させる働きがあります。
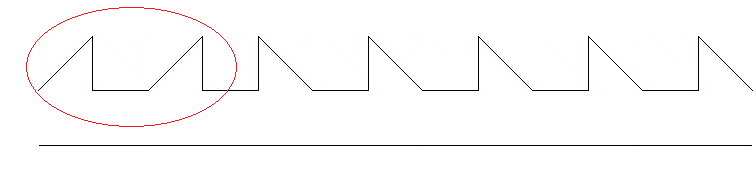 図3
図3バリの発生の原因は切 削刃が被削物を貫通する直前、被削物が極限まで薄くなり、
この薄くなった部分が切り取られる事無く端面から押し出される事に因ります。図4
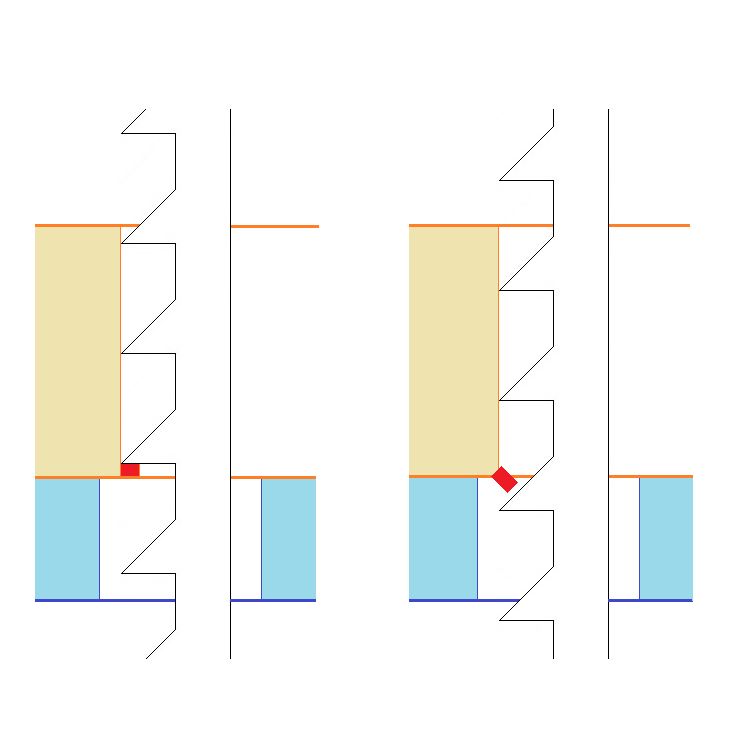 図4
図4上記のようにバリは切削刃が被削物を貫通することにより発生しますので、
切削刃が被削物を貫通する手前で切削を止めればバリは発生しません。図5
ただし、これでは切削が完了せずに被削物を切り離すことが出来ません。
そこで返り刃により、残った未切削部分を下から突き上げる形で切削します。図6
これにより被削物を貫通することなく切削を行うのでバリの発生を無くす事が出来ます。
(被削物の材質によっては切削が始まる時点でバリが発生する場合もありますので、”バリの発生を低減させる”とさせて頂きます。)
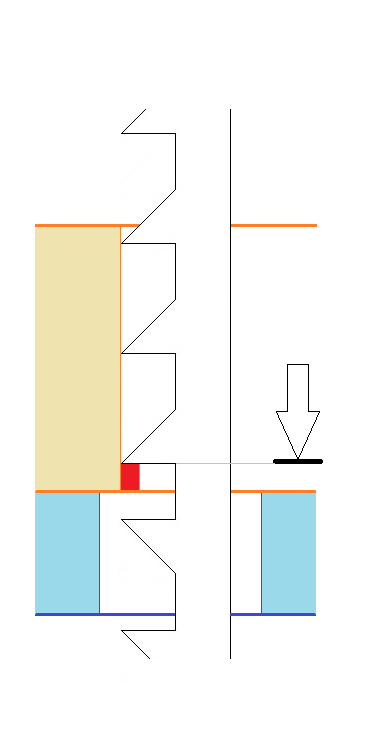 図5
図5
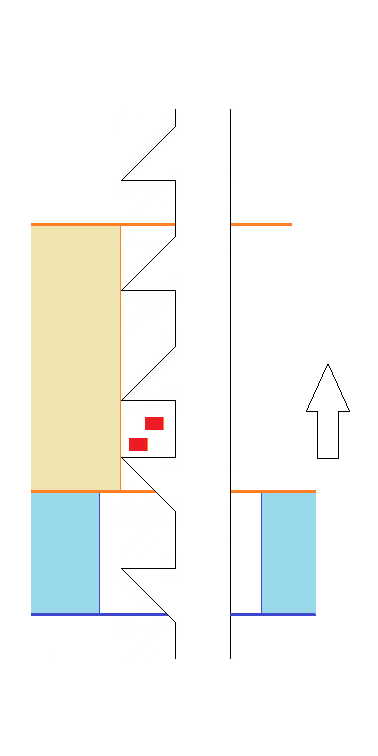 図6
図6・返り刃付の取り付け
糸鋸盤の昇降部が下降端の時に鋸刃の普通刃と返り刃の境目が作業盤上面に来るよう装着してください。図7
以下のような場合は返り刃の効果を発揮できないので注意が必要です。
・手引きによる使用
刃の位置を確認しながら貫通させないよう注意しながらの作業して頂ければ良いのですが、現実的には難しいと思われます。
→手引きでストロークが大きく取れるので目詰まりの心配が少ないので山数の多いプラスチック用No.5、No.6、小アサリ付をご利用ください。
・被削物の板厚がお手持ちの糸鋸盤の昇降ストローク量以下の場合の加工
返り刃が下から上に突き上げる際、上面に返り刃が貫通して上面にバリが発生します。図8
→上記のような板厚の場合は山数の多いプラスチック用No.5(60山)、No.6(100山)、小アサリ付をご利用ください。 山数の多い方がバリの発生が少なくきれいに仕上がります、ただし屑捌けは悪いので板厚が薄い場合に使います。
・プラスチックの切断に関しては逆に欠けの原因になります。プラスチック用(返り刃無)をお使いください。
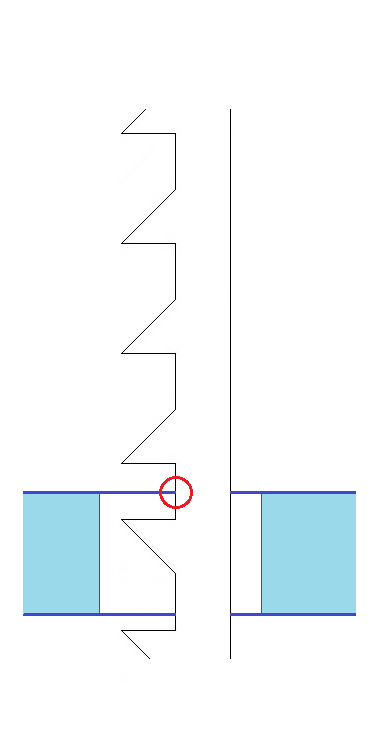 図7
図7
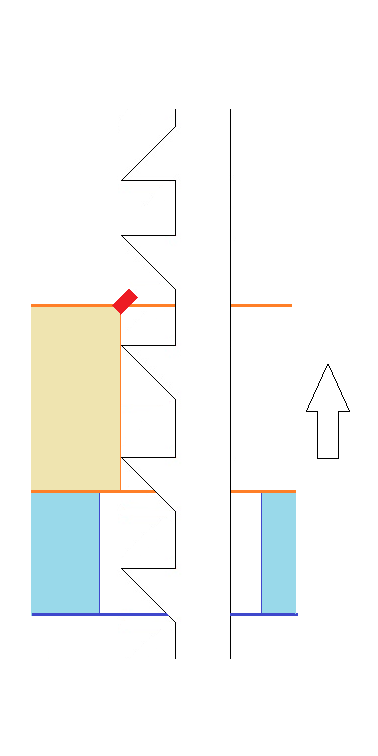 図8
図8ベニヤ板、段ボールの構造上板目(波板)を90°直交させて貼り合わせてあるのですが、19山、24山で切る場合、刃の間隔が広くねじれが起こりやすい為、板目(波板)に沿う向きに流されやすく操作性が悪くなります。
二ツ山の場合、刃を2つ狭い間隔で組にしてねじれを低減させ、組同士の間隔を広げる事で屑捌け性も確保した構造になっています。
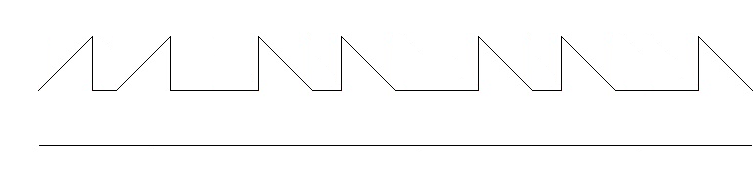 図9
図9